language

Company:Guangdong PENGLAI Intelligent Equipment Co.,LTD
Factory Address:403B, No.99 Qiaocheng East RD,Nanshan District,Shenzhen,Guangdong ,China
Factory ADDRESS:St George Industrial Park,XinYu Road,ShaJing Town,Bao'an District,Guangzhou City,China
Contact:Jack Du
Cel:+86-15811882441
Phone:+86-755-86718316
Fax:+86-755—25417648
Email:penglaipacking@gmail.com
Email:postmaster@penglaipacking.com
Skype:turnanewleaf
Website:www.penglaichina.com
www.youtube.com/user/penglaichina


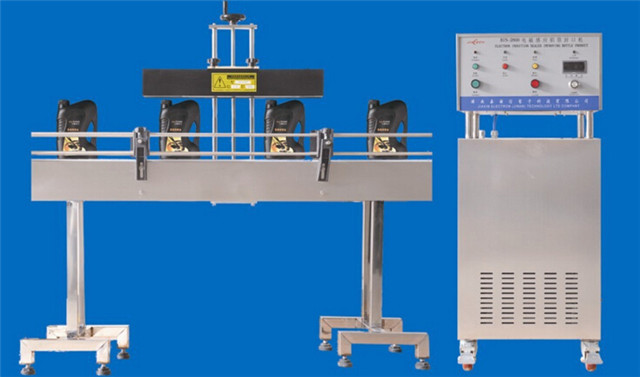
Model YX-IS3000A
Function Electromagnetic Induction Sealing Machine
Induction sealing, otherwise known as cap sealing, is a non-contact method of heating an inner seal to hermetically seal the top of plastic and glass containers. This sealing process takes place after the container has been filled and capped.
The technology of electromagnetic induction sealing with composite materials is the advanced sealing method recognized by the world now, and its characteristic of non-contact heating is suitable for sealing of plastic bottle (PP, PVC, PET, ABS, HDPE, PS and DURACON), glass bottle and various composite plastic hose, so currently it is the most advanced technology for sealing of the bottles for such industries as pharmacy, food, grease, daily chemistry, domestic chemistry, and agricultural chemistry.
Working principle&how it works

The closure is supplied to the bottler with an aluminum foil layer liner already inserted. Although there are various liners to choose from, a typical induction liner is multi-layered. The top layer is a paper pulp that is generally spot-glued to the cap. The next layer is wax that is used to bond a layer of aluminum foil to the pulp. The bottom layer is a polymer film laminated to the foil. After the cap or closure is applied, the container passes under an induction coil, which emits an oscillating electromagnetic field. As the container passes under the induction coil (sealing head) the conductive aluminum foil liner begins to heat due to eddy currents. The heat melts the wax, which is absorbed into the pulp backing and releases the foil from the cap. The polymer film also heats and flows onto the lip of the container. When cooled, the polymer creates a bond with the container resulting in a hermetically sealed product. Neither the container nor its contents are negatively affected; The heat generated does not harm the contents.
It is possible to overheat the foil causing damage to the seal layer and to any protective barriers. This could result in faulty seals, even weeks after the initial sealing process, so proper sizing of the induction sealing is vital to determine the exact system necessary to run a particular product.
Sealing can be done with either a hand held unit or on a conveyor system.

A more recent development (which suits a small number of applications better) allows for induction sealing to be used to apply a foil seal to a container without the need for a closure. In this case, foil is supplied pre-cut or in a reel. Where supplied in a reel, it is die cut and transferred onto the container neck. When the foil is in place, it is pressed down by the seal head, the induction cycle is activated and the seal is bonded to the container. This process is known as direct application or sometimes "capless" induction sealing.
Basic parameter of model YX-IS3000A induction sealing machine with water cooled way
|
Rated voltage |
AC220V, 50/60HZ |
Sealing speed |
150-300bottles/ min |
|
Max Power |
3000W |
Main machine size |
570*430*1200mm |
|
Seal diameter(optional) |
15-60mm/50-121mm |
Host weight |
75kg |
|
Application |
Volume production |
Cooling mode |
water-cooling |
|
conveyer size |
1810*350*1000mm |
Appearance |
stainless steel |

Sealing characteristics:

1) Non-contact heating up, suitable for sealing of the plastic bottles, glass bottles and various composite plastic hoses, and conforming to the GMP standard.
2) High sealing efficiency, and convenient operation.
3) Having broad adaptability, currently it is the most advanced technology for sealing of products in pharmacy, food, beverage, health products, cosmetics, and such chemical products as grease.
Operation steps :
a)Before turning on the machine, put the bottle to be sealed under the “sealing box ”, adjust the “erector” to make the gap between the bottom of “sealing box ” and the bottle cap to about 2mm, and adjust the “bottle stop lever ” to align the bottle to the center of the side face of “sealing box ”. Switch on the “conveyer belt control switch ”, and adjust “rotational speed regulation 8” to have the conveyer operating at a suitable speed. And then have the above-mentioned bottle pass under the “sealing box” to see whether it touches the “sealing box”. The best condition is that it doesn’t touch the bottom with the smallest gap. And then, insert the connecting wire of the “sealing box ” into the “sealing box output socket ” of the main machine.
b) The speed of the conveyer belt can be adjusted with the “rotational speed regulation 8” knob. The tightness of the aluminum foil seal is related to the speed and power of the conveyer belt. First, put some bottles with aluminum foils on the conveyer belt, turn on the “power switch 3”, and have the bottle to be sealed to pass under the “sealing box ” to conduct the sealing experiment. The machine will works normally at the speed when the cap is sealed tightly.
►Tips of how to choose the induction sealing machine (Instructed by PENGLAI INDUSTRIAL CORPORATION LIMITED)
If you package tablets or capsules in bottles, induction sealing may give you an advantage. Induction sealing creates a visible seal that assures consumers of the product’s safety. As a consequence, you’re more likely to earn their repeat business. This article discusses induction sealing components, selection, and installation.
Using an induction sealer requires you to cap bottles with a closure that includes a foil inner-seal, sometimes called a liner. As the capped bottles travel along the conveyor, the induction sealer fuses the inner-seals to the bottle openings using an electromagnetic field. After the bottle exits the electromagnetic field, the foil cools. The hermetic, air-tight inner-seal provides visual tamper evidence, prevents leakage, promotes child resistance, and protects your product from dust, mist, fumes, vapors, and gases. In some cases, the inner-seal also extends shelf life.



COMPONENT of INDUCTION SEALING MACHINE

The two major components of an induction sealer are the power supply and the sealing coil.
Power supply - The power supply (inverter) transforms input power into the power and frequency necessary to seal bottles. The power supply’s kilowatt rating indicates its suitability for the application. In general, the more bottles to seal (and thus the faster the bottling line) and the larger the bottle opening, the higher the kilowatt rating required. Manual or handheld systems require as little as 0.5 kilowatt, while high-speed lines may require 6 kilowatts, which is the largest unit on the market. The industry workhorse has a 2-kilowatt rating.
Sealing coil - The sealing coil is a metal conductor surrounded by ferrites and enclosed in a non-conductive housing. The ferrites direct and focus the electromagnetic field for sealing efficiency. Virtually any coil configuration is possible, but the two basic designs are flat coils and tunnel (or channel) coils. Flat coils are used for the inner-seals of child-resistant or standard flat caps ranging from 20 to 120 millimeters in diameter. Tunnel coils are used with spouted, dispensing, push-pull, yorker, or fliptop caps, most of which are not used to package solid dosage forms. You can mount either coil design over an existing conveyor or you can unitize the system by placing the coil and the power supply on a cart for easy movement from line to line.
Waterless (air-cooled) systems have replaced watercooled systems as the most popular type of induction sealer. While custom water-cooled systems are still the preferred choice in wash-down environments or specialized hazardous chemical plants, waterless systems, for the most part, are replacing standard water-cooled units. Why? Because waterless (air-cooled) sealers are half the size and eliminate the need for water recirculators, water filtration, hoses, radiators, pumps, and flow switches. In short, air-cooled systems minimize maintenance, are more reliable, and cost less to own and operate.

GETTING YOUR MONEY’S WORTH
When evaluating the purchase of an induction sealer, you should recognize that the return on investment lies mainly in the long-term benefit of adding an inner-seal, which is difficult to quantify. But when comparing induction sealers, look at the service life you can expect from the machine and the quality of service you can expect from the supplier.
First you need to decide whether adding an inner-seal to your bottle will significantly improve your packaging. Next, look at the sealer’s electronics, which typically dictate its life expectancy. Induction sealers are manufactured to last a long time. In fact, some sealers in daily use today are more than 25 years old. However, the availability of the electronics used to build the equipment is always a factor. As electronics are upgraded, replacement parts are harder to find. Reputable manufacturers design equipment based on components that they can replace for years to come.
When examining a supplier’s service (after-sale support), ask if the vendor will:
• troubleshoot the system with you over the phone or by sending a service technician, or must you return the system to the factory for service?
• furnish the power supply independent of the sealing coil? If the two components are separate, the failure of one won’t force you to remove the entire system from service.
• supply replacement parts quickly? Ideally, the parts will arrive at your plant the day after you order them.
Finally, you may want to choose a system that’s large enough to accommodate many shapes and sizes of caps and bottles, as well as one that can handle high line speeds. That way, you won’t need to replace the unit if your application changes or your output increases. Paying a little more now for a larger power supply or more flexible coil design may save you money in the future. If you know that the application will change, look for a system that allows you to interchange sealing coils without tools. Contract packagers often purchase more than one sealing coil so they can seal a wide variety of cap sizes and styles.

OPTIONAL EQUIPMENT
The most popular options include
• Seal-integrity detector. These detect missing foil, loose caps, cocked caps, and stalled bottles.
• Pneumatic reject device. This works in tandem with the sealintegrity detector, ejecting potentially unsealed products onto a tray so that bottles with faulty seals don’t reach the end of the line.
• Visible or audible alarms. They let you know of a problem even if you’re at a distance from the system.
• Validation support. IQ/OQ is mandatory on most pharmaceutical packaging lines, and installation qualification and operational qualification are also becoming popular in the dietary supplement and food industries.
INSTALLATION
Induction sealers are easy to install. The sealer requires 3 to 5 feet of straight, unimpeded conveyor for mounting or placing the sealing coil. The coil is always mounted parallel to the conveyor. To prevent accidental heating, keep the sealing zone clear of metal components.

ALL RIGHTS RESERVED by ®PENGLAI INDUSTRIAL CORPORATION LIMITED
Copyright © Guangdong PENGLAI Intelligent Equipment Co.,LTD